dungthuy98
Thành viên
Tiện chi tiết ren là gì? các phương pháp Tiện ren phổ biến
các tham số và dữ liệu Tiện chi tiết ren
1 số tham số cho chu trình Tiện chi tiết ren:
R20: Bước ren
R21: Điểm xuất phát ở trục X (tuyệt đối)
R22: Điểm xuất phát tại trục Z (tuyệt đối)
R23: Số lần cắt không vận chuyển
R24: Độ sâu ren (gia số, với dấu)
R25: Độ sâu phôi trong luôn tiện tinh (gia số, ko dấu)
R26: Đoạn chạy vào phôi của dao cắt ZE (gia số, không dấu)
R27: Đoạn chạy vào phôi của dao cắt (gia số, ko dấu)
R28: Số lần cắt thô
R29: Nửa góc đỉnh ren (gia số, ko dấu)
R30: Điểm cuối ở trục X (tuyệt đối)
R31: Điểm cuối tại trục Z (tuyết đối)
Tiện chi tiết ren là một nguyên công quan yếu và rộng rãi trong gia công CNC. máy tiện cnc là gì ? cấu tạo và hoạt động máy tiện cnc lúc thực hiện Tiện ren, bạn cần nhớ các cách cũng như đặc điểm của chúng. Thêm vào ấy là cách phân loại dao nhân thể thích hợp cùng các tham số và dữ liệu cơ bản. trong khoảng ấy dùng loại dao, phương pháp tiện thể đúng phương pháp và nâng cao hiệu quả gia công Tiện ren.
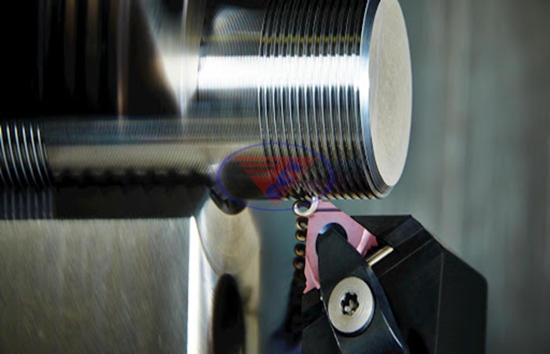
kỹ thuật Tiện chi tiết ren
Ren là chi tiết quan yếu để cung cấp ra những loại nguyên liệu phụ trợ như: thanh ren, kẹp treo ty, đai treo ống...Trong công đoạn cung cấp ren, Tiện ren là bước đừng thiếu để đáp ứng những chi tiết ren phù hợp với buộc phải.
Bài viết dưới đây sẽ đề cập tới kĩ thuật luôn thể các chi tiết ren trong giai đoạn phân phối.
Dao Tiện chi tiết ren
nguyên liệu làm cho dao Tiện ren sở hữu thể là thép gió hoặc hợp kim, góc giữa các lưỡi cắt ( góc mũi dao ) cần thích hợp mang góc đỉnh ren: = 60o đối sở hữu ren hệ mét, = 55o đối có ren hệ Anh.
Trong thời kỳ gia công dao sở hữu thể mở mang góc rãnh ren thành ra góc mũi dao với thể được mài nhỏ đến so sở hữu lý thuyết, tùy theo vật liệu làm dao ta có: Ren và cấu tạo của ren Dao thép gió thì mài góc mũi dao nhỏ nơi khoảng 10 – 20’, dao hợp kim thì mài góc mũi dao nhỏ nơi khoảng 20 – 30’.
thường nhật góc trước dao Tiện ren bằng ko, góc sau cả 2 bên bằng 3 – 5o.
lúc cắt ren với bước xoắn lớn thì người ta thường mài góc sau phía tiến dao lớn hơn 1 lượng bằng góc nâng của ren.
Để nâng cao công suất cắt, người ta có thể tiêu dùng dao cắt ren răng lược, dao răng lược mang thể là dao lăng trụ hoặc dao đĩa.
các tham số và dữ liệu Tiện chi tiết ren
1 số tham số cho chu trình Tiện chi tiết ren:
R20: Bước ren
R21: Điểm xuất phát ở trục X (tuyệt đối)
R22: Điểm xuất phát tại trục Z (tuyệt đối)
R23: Số lần cắt không vận chuyển
R24: Độ sâu ren (gia số, với dấu)
R25: Độ sâu phôi trong luôn tiện tinh (gia số, ko dấu)
R26: Đoạn chạy vào phôi của dao cắt ZE (gia số, không dấu)
R27: Đoạn chạy vào phôi của dao cắt (gia số, ko dấu)
R28: Số lần cắt thô
R29: Nửa góc đỉnh ren (gia số, ko dấu)
R30: Điểm cuối ở trục X (tuyệt đối)
R31: Điểm cuối tại trục Z (tuyết đối)
Tiện chi tiết ren là một nguyên công quan yếu và rộng rãi trong gia công CNC. máy tiện cnc là gì ? cấu tạo và hoạt động máy tiện cnc lúc thực hiện Tiện ren, bạn cần nhớ các cách cũng như đặc điểm của chúng. Thêm vào ấy là cách phân loại dao nhân thể thích hợp cùng các tham số và dữ liệu cơ bản. trong khoảng ấy dùng loại dao, phương pháp tiện thể đúng phương pháp và nâng cao hiệu quả gia công Tiện ren.
kỹ thuật Tiện chi tiết ren
Ren là chi tiết quan yếu để cung cấp ra những loại nguyên liệu phụ trợ như: thanh ren, kẹp treo ty, đai treo ống...Trong công đoạn cung cấp ren, Tiện ren là bước đừng thiếu để đáp ứng những chi tiết ren phù hợp với buộc phải.
Bài viết dưới đây sẽ đề cập tới kĩ thuật luôn thể các chi tiết ren trong giai đoạn phân phối.
Dao Tiện chi tiết ren
nguyên liệu làm cho dao Tiện ren sở hữu thể là thép gió hoặc hợp kim, góc giữa các lưỡi cắt ( góc mũi dao ) cần thích hợp mang góc đỉnh ren: = 60o đối sở hữu ren hệ mét, = 55o đối có ren hệ Anh.
Trong thời kỳ gia công dao sở hữu thể mở mang góc rãnh ren thành ra góc mũi dao với thể được mài nhỏ đến so sở hữu lý thuyết, tùy theo vật liệu làm dao ta có: Ren và cấu tạo của ren Dao thép gió thì mài góc mũi dao nhỏ nơi khoảng 10 – 20’, dao hợp kim thì mài góc mũi dao nhỏ nơi khoảng 20 – 30’.
thường nhật góc trước dao Tiện ren bằng ko, góc sau cả 2 bên bằng 3 – 5o.
lúc cắt ren với bước xoắn lớn thì người ta thường mài góc sau phía tiến dao lớn hơn 1 lượng bằng góc nâng của ren.
Để nâng cao công suất cắt, người ta có thể tiêu dùng dao cắt ren răng lược, dao răng lược mang thể là dao lăng trụ hoặc dao đĩa.

